оставьте сообщение
если у вас есть вопросы или предложения,пожалуйста, оставьте нам сообщение,мы ответим вам, как только сможем!

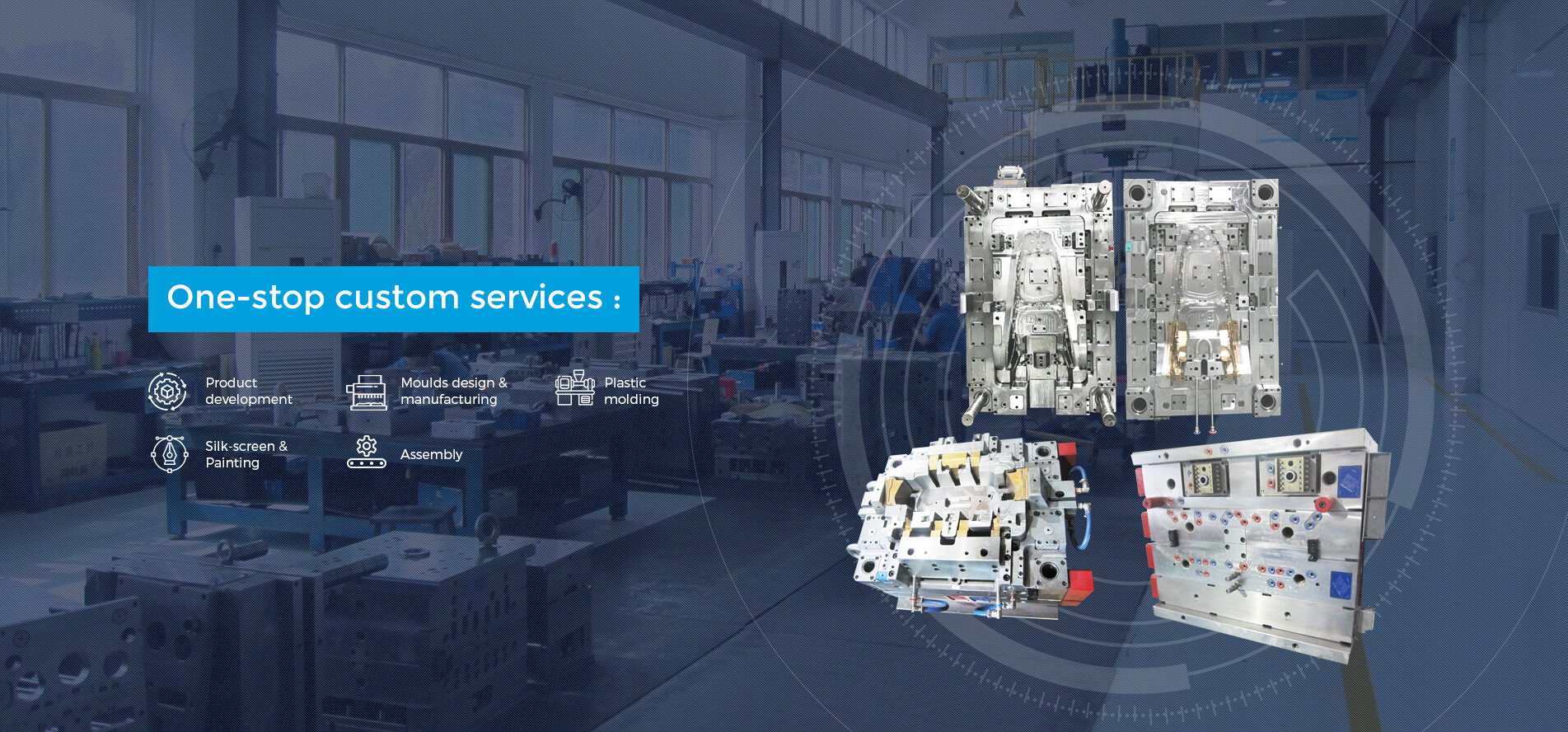


JHS обеспечивает проектирование оснастки и производство литья под давлением

центр исследований и разработок формулирует среднесрочные и долгосрочные стратегии развития технологий в соответствии со стратегией развития компании, и разлагает практические и эффективные планы развития технологий, формулирует и реализует ежегодные планы исследований и разработок продуктов, и обеспечивает, чтобы разработанные продукты соответствовать общей стратегии развития компании и требованиям рынка; отвечает за основные технологические проекты компании. исследования, технические исследования и принятие технических решений; поддерживать технологическое лидерство компании, постоянно создавая группу технических исследований и повышая уровень технических исследований. без дизайна, без плесени строгая схема проектирования, 96% пресс-форм могут быть произведены серийно за одно испытание анализ посредством анализа свойств материала и пригодности продукта,, таких как толщина стенки, деформация,, положение подачи клея, и т. д.., предварительное определение потенциальных проблем связь поддерживать тесную связь с клиентами, и понимать функциональные требования и меры предосторожности в отношении продуктов с точки зрения клиентов,, такие как требования к соединительным линиям,, требования к внешнему виду, и т. д.. строгая система обзора проекта и проверка контрольного списка. перед проектированием, во время разработки проекта на совещании по обсуждению структуры предложения, дизайнер проводит самопроверку в соответствии с контрольным списком; после проверки конструкции, совместно с производственным отделом обращайте внимание на детали и контролируйте проверка качества каждого звена, раннее обнаружение проблем массового производства от материала, обработки, окончательного формования, проверки качества каждого звена, для заблаговременного выявления проблем каждый проект имеет полный набор отчетов о проверке качества для легкой прослеживаемости, требования к внешнему виду, и т. д.. каждый стальной материал импортируется из Германии и США ,, и может быть предоставлен оригинальный заводской сертификат производство пресс-форм передовые технологии, сложное оборудование, производство идеальных высококачественных пресс-форм! цикл управления, ранняя доставка обеспечивает еженедельный отчет о проделанной работе, информируйте клиентов о статусе в любое время за каждым проектом закреплен проектный менеджер,, который строго следует графику для контроля проектного цикла предоставлять еженедельные отчеты о ходе работ и фотографии пресс-форм для каждого проекта, чтобы информировать клиентов о статусе предоставить пробное онлайн-видео, чтобы клиенты могли понять работу пресс-формы

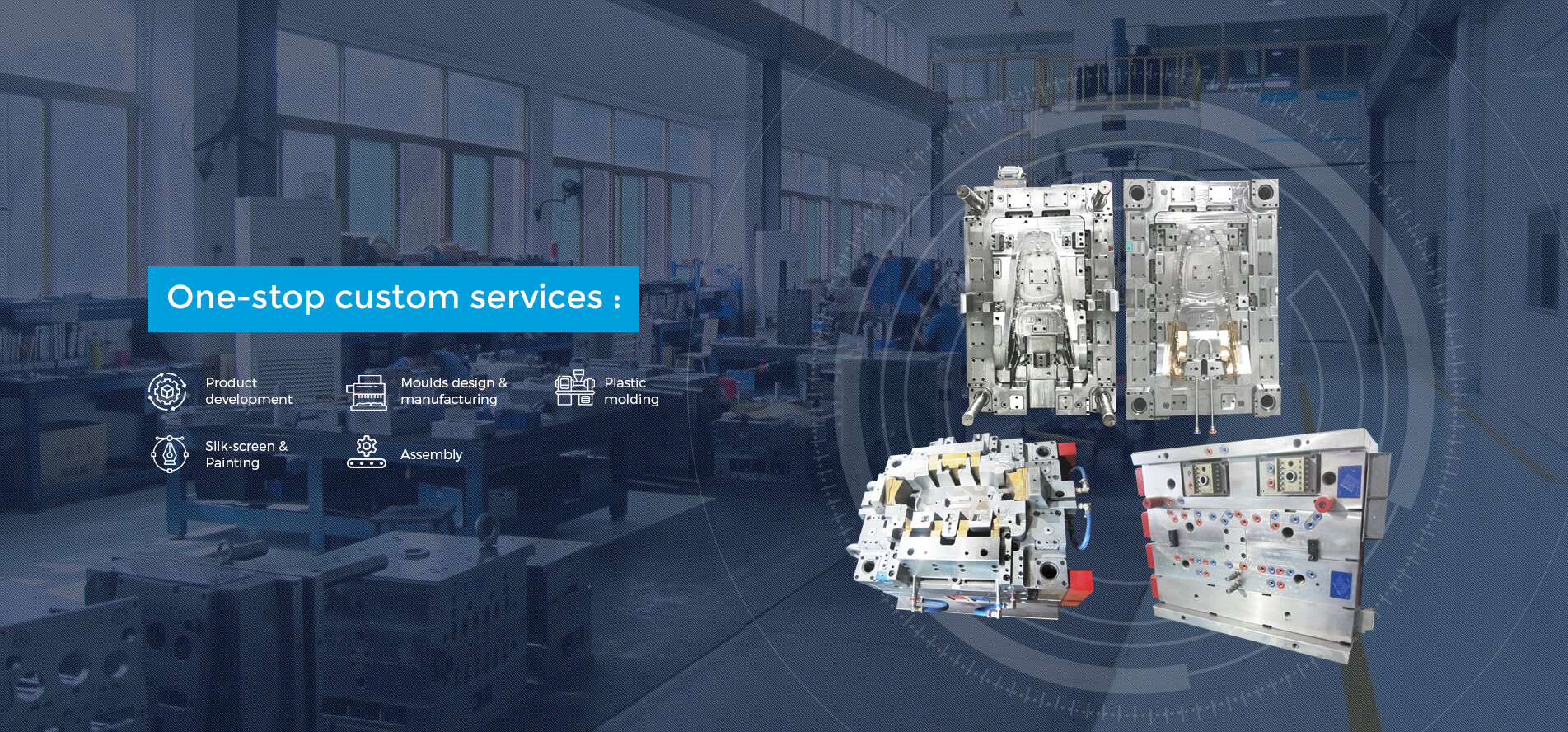
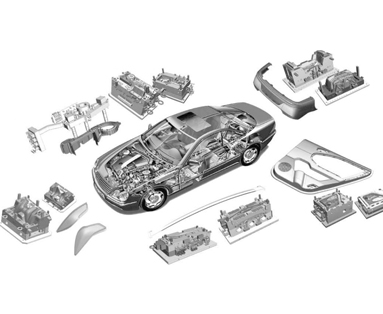
у нас есть богатый опыт в производстве автомобильных пресс-форм , мы производим много автомобильных пресс-форм ,, таких как приборная панель , дверная ручка (форма внутренней ручки) , детали решетки , решетка бампера , подушка безопасности форма, деталь кондиционера, подстаканник, форма крышки динамика, зеркало заднего вида, компоненты сиденья, крышка колонки, и т. д..

JHS была признана своими клиентами ведущим мировым партнером по проектированию и разработке пресс-форм для литья под давлением для многокомпонентных продуктов посредством впрыска нескольких материалов (2 или более материалов) в одну форму..

JHS (xiamen) tooling & Plastic Technology Co., ltd является комплексным китайским производителем пресс-форм для бытовой техники и поставщиками пресс-форм для бытовой техники, JHS производит пресс-формы для литья под давлением, детали для литья под давлением, которые превосходят требования наших клиентов с полный комплект оборудования с ЧПУ. принимает небольшие заказы на изделия для литья под давлением с небольшим MOQ. JHS Mould всегда может быть вашим надежным поставщиком.

литье под давлением — это производственный процесс для производства деталей в больших объемах., чаще всего он используется в процессах массового производства, когда одна и та же деталь создается тысячи или даже миллионы раз подряд. главное преимущество литье пластмасс под давлением это возможность масштабировать производство в массовом порядке. после того, как первоначальные затраты были оплачены, цена за единицу во время производства методом литья под давлением чрезвычайно низка. цена также имеет тенденцию к резкому падению по мере производства большего количества деталей. "ассортимент продукции для литья под давлением включает: товары для умного дома, автозапчасти, мелкую бытовую технику, цифровые продукты 3C, медицинские изделия, электроинструменты, и т. д.. он имеет чистый и опрятный цех, с 25 термопластавтоматами от 40 до 1300 тонн,, включая 8 всемирно известных электрических высокоскоростных термопластавтоматов toshiba,, а также передовое испытательное оборудование. и имеет группу опытных и квалифицированных техников. в соответствии с совершенной и научной системой качества и управления, мы гарантируем ряд требований клиентов к высокому качеству, низкая стоимость, короткие сроки поставки и так далее. без дизайна, без плесени строгая схема проектирования, 96% пресс-форм могут быть произведены серийно за одно испытание анализ посредством анализа свойств материала и пригодности продукта,, таких как толщина стенки, деформация,, положение подачи клея, и т. д.., предварительное определение потенциальных проблем связь поддерживать тесную связь с клиентами, и понимать функциональные требования и меры предосторожности в отношении продуктов с точки зрения клиентов,, такие как требования к соединительным линиям,, требования к внешнему виду, и т. д.. строгая система обзора проекта и проверка контрольного списка. перед проектированием, во время разработки проекта на совещании по обсуждению структуры предложения, дизайнер проводит самопроверку в соответствии с контрольным списком; после проверки конструкции, совместно с производственным отделом корректировка конструкции пресс-формы проверка качества каждого звена, раннее обнаружение проблем массового производства наши дизайнеры могут дать рекомендации, включая выбор материала,, анализ толщины стенок,, оснастку,, анализ текучести формы,, отделку поверхности и отделку деталей на основе нашего опыта.. производство пресс-форм передовые технологии, сложное оборудование, производство идеальных высококачественных пресс-форм! высокое качество и отличная цена мы получили единодушную похвалу от клиентов за "высокое качество и отличную цену"! " Продукция компании хорошо известна на внутреннем рынке, и экспортируется в Европу, Америку, Японию, Сингапур и другие страны и регионы, и получила единодушную похвалу от клиентов за " высокое качество и отличная цена"! " наш процесс литья пластмасс под давлением позволяет производить изготовленные на заказ прототипы и детали для конечного использования за 15 дней или меньше. мы используем алюминиевые формы, которые предлагают экономичную оснастку и ускоренные производственные циклы, и храним около 200 различных термопластичных смол.

наша компания может обеспечить окраску распылением, трафаретную печать, производство трафаретной печати, услуги лазерной гравировки, и имеет полный набор оборудования для трафаретной печати и окраски и группу технического персонала. с момента своего основания, ] компания всегда придерживалась стиля управления качеством продукции, от ингредиентов, настройки машины, настройки от цвета до отгрузки продукта, мы осуществляем пошаговый мониторинг, проверка на каждом уровне , и строго контролировать качество продукции. выживать за счет качества, развиваться за счет эффективности, и постоянно улучшать уровень управления нашей фабрикой. после нескольких лет усилий, постепенно она превратилась в напыляемая основа с определенной шкалой. не только наша технология достигла быстрого, точного и хорошего уровня,, но также мы можем предоставить клиентам более широкий спектр планов распыления, идей и разумных предложений,, чтобы многие предприятия могли успешно завершить продукт процесс распыления и получить поддержку и признание многих клиентов . в настоящее время , рабочий механизм компании является гибким и может адаптироваться к различным требованиям клиентов . приветствуем новых и старых клиентов дома и за рубежом, чтобы посетить нашу компанию и вести переговоры о бизнесе .
JHS предоставит вам прецизионные пресс-формы для удовлетворения ваших потребностей, чтобы помочь с высококачественными деталями для литья под давлением.

наша компания имеет ведущее в мире оборудование для прецизионных форм, и занимается изготовлением форм по индивидуальному заказу, различными пластиковыми изделиями, и производителями услуг по литью под давлением.
как глобальный профессиональный поставщик автомобильных пресс-форм, JHS исследует и разрабатывает высококачественные пресс-формы со сложной структурой,, высокой точностью и технологическим содержанием, уделяя особое внимание внутренней и внешней отделке автомобилей,, выдувным и прецизионным пресс-формам,, одним словом, ] оптимизация системы циркуляции автозапчастей и компонентов касается всех аспектов.

бесплатный дизайн для производства с расценками на литье пластмасс для бытовой техники и расценки на пресс-формы для литья под давлением более 10 лет опыта производства пресс-форм для литья пластмасс под давлением и литья пластмасс под давлением для международного рынка

Персонал НИОКР является источником инноваций. под руководством сильной команды НИОКР, JHS добилась выдающихся достижений в научных и технологических проектах. прошла сертификацию ISO 9001 и была признана национальным крупномасштабным Ключевое предприятие по производству литьевых форм. JHS имеет производственную площадь 10, 000 квадратных метров и оснащено высокотехнологичным оборудованием. в настоящее время, в нем работает около 120 сотрудников. мы разрабатываем данные о конструкции пресс-формы и постоянно улучшаем их во время обработки на месте, и корректируем их в соответствии с 3D-данными о продукте, предоставленными клиентами,, стремясь обеспечить более высокое качество продукции,, лучшее мастерство и более прочную структуру. предоставление четких и высококачественных 2D-чертежей механической обработки для обработки на месте, предоставление чертежей с размерами и размерными допусками для качественной и количественной оценки процесса производства и контроля, заказ стандартных деталей, соответствующих стандартам продукции, и, наконец, предоставление клиентам подробные и полные данные миграции.
 эксклюзивные продукты
эксклюзивные продукты
JHS Moulds может предоставить собственные разработки пресс-форм и экспертные знания в области оснастки,. Мы изготавливаем пресс-формы для литья под давлением и сопровождаем вашу продукцию от проектирования до производства..
 контроль качества
контроль качества
в JHS, мы работаем в соответствии со строгой системой управления качеством, соответствующей стандарту ISO 9001. ваша продукция будет безопасно производиться на нашем заводе.

Инструменты и пластик JHS: универсальное обслуживание, первоклассное качество, внимательное послепродажное обслуживание






мы предоставляем дизайн пресс-формы,прецизионное изготовление пластиковых форм, литье пластмасс под давлением наилучшего качества на заказ.
 контроль температуры обработки литьевых деталей
контроль температуры обработки литьевых деталей
существует много типов пластмасс, и многие пластмассы имеют разное время плавления. поскольку пластмассы не имеют определенной температуры плавления, так называемая температура плавления представляет собой температурный диапазон в расплавленном состоянии. структура и Состав пластиковых молекулярных цепей различен ,, поэтому влияние на его текучесть также различно . ,, тогда контроль температуры производителей деталей для литья под давлением также очень важен сегодня при обработке деталей для литья под давлением . , редактор JHS Plastics расскажет вам о процессе литья под давлением и контроле температуры каждого процесса. 1. температура пресс-формы некоторые пластмассы требуют более высокой температуры пресс-формы из-за высокой температуры кристаллизации и медленной скорости кристаллизации,, а некоторые требуют более высокой или низкой температуры из-за контроля размера и деформации, или необходимости извлечения из формы,, например, общие требования ПК в Для достижения лучшего внешнего вида и улучшения текучести, температура пресс-формы иногда должна быть выше 160 градусов., поэтому, температура пресс-формы оказывает неоценимое влияние на улучшение внешнего вида, деформацию, размер и пластичность форма изделия. 2. давление впрыска расплав преодолевает сопротивление, необходимое для продвижения,, что напрямую влияет на размер, вес и деформацию продукта. различные пластмассовые изделия требуют разного давления впрыска. для таких материалов, как полиамид и полипропилен,, увеличивая давление значительно улучшит их текучесть, давление впрыска определяет плотность продукта,, то есть, внешний вид блеска. не имеет фиксированного значения, и тем сложнее для заполнения формы, тем выше давление детали, отлитой под давлением. 3. температура ствола температура расплава очень важна,, а температура используемого цилиндра для впрыска является лишь ориентиром. температура расплава может быть измерена на сопле или с помощью воздушно-струйного метода. настройка температуры впрыска цилиндр зависит от температуры расплава,, скорости шнека,, противодавления,, объема впрыска и цикла литья под давлением., если у вас нет опыта обработки пластика определенного сорта,, начните с самой низкой настройки. для простоты управления, резервуар для дробеструйной очистки разделен на зоны,, но не во всех установлена одинаковая температура. для длинных пробегов или высоких температур, установите температуру первой зоны на более низкое значение, это предотвратит преждевременное плавление и шунтирование пластика. перед началом литья под давлением убедитесь, что гидравлическая жидкость,, крышка бункера,, пресс-форма и дробеструйный цилиндр имеют правильную температуру. 4. температура расплава температура расплава играет основную роль в свойствах текучести расплава., так как пластик не имеет определенной температуры плавления, так называемая температура плавления представляет собой диапазон температур в расплавленном состоянии. структура и состав пластиковой молекулярной цепи различен,, п...
 как производить изделия с высокой точностью обработки литьевых деталей?
как производить изделия с высокой точностью обработки литьевых деталей?
четвертое: закупка сырья, один и тот же пластик, его процесс отличается,, что приводит к разным характеристикам пластика, литья под давлением.
 что мне делать, если наполнение пластикового инъекционного сырья не удовлетворено?
что мне делать, если наполнение пластикового инъекционного сырья не удовлетворено?
электрическая литьевая машина столкнется с неудовлетворенностью литьем под давлением во время производственного процесса литья под давлением, и будет нехватка клея под прямым углом кости и линии сварки. здесь я поделюсь некоторым опытом с ты. анализ ситуации неудовлетворенности инъекцией клея: Воздух, попавший в кость, делает машину для литья под давлением не полной недостаточное заполнение литьевой машины, вызванное клеем и линией сварки анализ причин недовольства инъекцией клея: когда машина для литья под давлением работает , метод впрыска формы является двухточечным впрыском . скорость впрыска слишком высока ,, что легко может привести к тому, что воздух, захваченный под прямым углом кости, вызовет неудовлетворенность; решение: принять многоступенчатое литье под давлением и переключение положения. первая секция заполняет проточный канал со средней скоростью и проходит через впускное отверстие для клея, переключает положение,, затем вторая секция заполняет область кости с высокой скоростью, и переключает положение, ] и третья секция заполняет положение кости с медленной скоростью для выпуска газа, и, наконец, быстро заполняется, и переключается в безопасное положение. нажмите положение переключателя и соответствующим образом увеличьте время удержания.
 как бороться с дефектами глянца на поверхности пластиковых форм для литья под давлением?
как бороться с дефектами глянца на поверхности пластиковых форм для литья под давлением?
существует много трудностей при литье пластмасс под давлением. форма для литья под давлением состоит из подвижной формы и неподвижной формы. производство пластиковых изделий требует литья под давлением. пластиковый материал впрыскивается в полость пресс-формы для литья под давлением через машину для литья под давлением, и формируется после охлаждения и затвердевания. что делать, если в процессе изготовления формы на поверхности пластиковой формы для литья под давлением наблюдается дефект глянца? Ниже приведены причины и способы устранения дефектов блеска поверхности пластиковых форм для литья под давлением, обобщенные JHS, в надежде помочь вам. 1. плохая отделка пресс-формы, ржавчина на поверхности полости, и т. д.., плохая вытяжка пресс-формы. 2. литниковая система пресс-формы неисправна, должна быть увеличена полость холодной заготовки, желоб, основной полирующий желоб, желоб и литник должны быть увеличены. 3. температура материала и формы низкая. при необходимости, можно использовать метод локального нагрева литника. 4. слишком низкое рабочее давление, слишком низкая скорость, недостаточное время впрыска, и недостаточное противодавление,, что приводит к плохой плотности и темной поверхности. 5. пластик должен быть полностью пластифицирован, но при этом должна быть предотвращена деградация материала, нагрев должен быть стабильным, и охлаждение должно быть достаточным, особенно для толстостенных . ] 6. предотвратить попадание холодного материала в заготовку, и использовать самостопорящиеся пружины или при необходимости снизить температуру сопла. 7. используется слишком много переработанных материалов, низко�
 влияние качества пластиковых форм на производство литья под давлением
влияние качества пластиковых форм на производство литья под давлением
цель проектирования и изготовления пресс-формы состоит в том, чтобы массово производить детали для литья под давлением с высокой эффективностью и высоким качеством . для производства высококачественных пластиковых деталей , первый шаг — иметь хорошую пресс-форму . Хорошая пластиковая пресс-форма не только хороший внешний вид,, но и если вы хотите изготовить высококачественную пластиковую форму. качество, высокого уровня, высокоточные пластиковые формы, со следующими аспектами: гладкость литьевой поверхности пресс-формы полировка поверхности формы очень важна,, что является одним из очень важных звеньев, определяющих успех или неудачу изготовления формы. поверхность формы недостаточно гладкая, поверхность неровная, ] и поверхность изделия из пластика, полученного литьем под давлением, будет иметь линии кожи и песчинки. в целом, лучше отполировать поверхность до зеркального блеска. в дополнение к выбору литейной стали, полирующий персонал, время и технология будут влиять на зеркальный эффект полировки. требуются профессиональные мастера по полировке пресс-форм,, и они должны иметь богатый опыт, чтобы точно определить время полировки. эффект после зеркальной полировки плесень. точность формы точность пресс-формы определяет точность размеров пластиковых деталей. производство пресс-формы должно в первую очередь иметь условия для высокоточных измерений,, таких как двумерные детекторы,, трехмерные детекторы и другие контрольно-измерительные приборы[ 4) принцип визуализации объекта используется для точного расчета размера и пространственного положения объекта. обнаруживается разница в 0.02 мм, и точно измеря�
 процесс обработки пластиковой поверхности
процесс обработки пластиковой поверхности
обработка пластиковой поверхности заключается в использовании физических,, химических,, механических и других методов обработки пластиковой поверхности. обработка поверхности должна соответствовать особенностям продукта,, таким как коррозионная стойкость,, износостойкость[ 3) отделка или другие особые требования,, называемые вторичной обработкой; вторичная обработка делится на четыре категории: печать,, лазерная обработка,, покрытие, и гальванопокрытие.. 1. печать печать на пластиковой поверхности включает шелкографию,, тампопечать,, термотрансферную печать,, горячее тиснение, и т. д..; принцип шелкотрафаретной печати: трафаретная печать осуществляется посредством экструзии скребка,, так что краска переносится на подложку через сетку графической части, образуя такую же графику, как оригинал. принцип тампопечати: тампопечать,, также известная как поверхностная печать,, состоит в том, чтобы сначала нанести чернила на глубокую гравировку с текстом или узором,, затем скопировать текст или узор на резину,, а затем использовать резину для переноса текста или узоров на поверхность пластиковой лепнины, и, наконец, краска отверждается путем термической обработки или облучения ультрафиолетовым светом. принцип термотрансферной печати: рисунок предварительно печатается сублимационными чернилами на специальной разделительной бумаге,, а затем рисунок переносится на пластиковую пленку. бумажная пленка переносится на рабочую поверхность. в процесс переноса или горячего тиснения, вам нужно только один раз нанести горячий штамп на печатный объект,, а затем различные цветовые узоры могут быть перенесены на пластиковые детали. таким образом, процент брака пластиковых деталей может быть уменьшенным , и изображения изысканные ,, которые могут быть выполнены с помощью обычных машин для горячего тиснения и машин для термопереноса . операция проста , изысканная печать , и низкая себестоимость [ 4) небольшие потери продукта, высокая добавленная стоимость, и сильное оформление процесса. высокая укрывистость и сильная адгезия. в соответствии с экологическими стандартами печати, отсутствие загрязнения окружающей среды. ] принцип печати горячим тиснением: горячее тиснение заключается в использовании специальной фольги для переноса текста и рисунка на поверхность пластиковых изделий при определенной температуре; Преимущество этого метода в том, что этот метод не требует обработки поверхности, и цветная печать может быть выполнена с помощью простого устройства. кроме того, также можно печатать изделия с металлическим блеском, такие как золото и серебро. 2. лазер лазерная гравировка,, также известная как технология лазерной печати,, представляет собой метод печати, в котором используется высокая энергия лазеров для непосредственной печати текста и рисунков на поверхности материалов. в соответствии с различными методами печати,. можно разделить на сканирующие лазерные машины и экранирующие лазерные машины. принцип сканирующего лазерного станка: сканирующий лазерный станок использ...
JHS — высокотехнологичная компания,, специализирующаяся на разработке многих видов пластиковых форм,, производстве и литье под давлением,. Наши формы экспортируются во многие страны мира и получили единодушное признание.
 изготовление автомобильных пресс-форм для литья под давлением
изготовление автомобильных пресс-форм для литья под давлением
наша команда дизайнеров разрабатывает автомобильные детали на основе спецификаций и требований клиентов. после завершения, мы оцениваем и тестируем каждое предложение по дизайну продукта. процесс анализа выполняется экспертами по проектированию и проектированию в консультации с клиентом,, что гарантирует поставку точных и высокопроизводительных деталей. используя высокоточное программное обеспечение для проектирования пресс-форм с точными размерами стержня и полости, мы также учитываем такие требования, как вставка и двойное формование, которые обычно используются в автомобильной промышленности., если наш клиент намеревается использовать такие методы, мы адаптируем для них дизайн пресс-формы. мы изготавливаем пресс-формы для автомобильных деталей из прочной высококачественной стали. наши инженеры дополнительно следят за тем, чтобы сердечник,, полости, и системы литников были правильно сконструированы для обеспечения равномерного распределения смолы. после этого структура пресс-формы тестируется для эффективности и подтверждения отсутствия конструктивных недостатков. используя технические смолы при литье автомобильных деталей под давлением, мы можем поставлять высокопроизводительные конструкции, такие как детали из АБС-пластика, устойчивые к износу. мы также добиваемся отделки поверхности, требуемой клиентами. все процедуры выполнено и испытано под наблюдением производственных экспертов.
 Изготовление пресс-форм для литья под давлением 2K
Изготовление пресс-форм для литья под давлением 2K
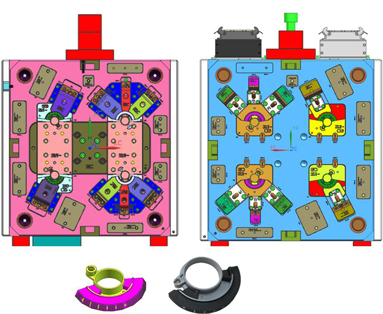
2K пресс-форма для литья под давлением , также называется двухцветной пресс-формой для литья под давлением, эта технология заключается в впрыскивании двух пластиковых материалов на одну и ту же машину для литья под давлением с двухкратным литьем под давлением,, но продукт выбрасывается за один раз. обычно комплектуется набором пресс-форм и требует специальной двухцветной термопластавтомата. двухкомпонентная литьевая форма: настоящая двухцветная форма, после заполнения изделия одним материалом, форма для литья под давлением повернется на 180 градусов, а затем повернется к другому пластиковому материалу,, который , является тем же самым литьем полость пресс-формы , другой сердечник пресс-формы . высокая эффективность , низкая стоимость, если объем пластиковых деталей большой . если есть высокие требования к производственной мощности пластиковых деталей , пожалуйста, выберите двухкомпонентную пресс-форму для литья под давлением . плесень имеет богатый опыт в производстве двухкомпонентных форм для литья под давлением, а также многокомпонентных форм. если у вас есть требования к пластиковым деталям для двухкомпонентных форм для литья под давлением, пожалуйста, свяжитесь с нами, наш старший инженер, дизайнеры проанализируют вашу продукцию и предоставят профессиональные предложение для вас .
 товары для дома
товары для дома
плесень бытовой техники также известна как пресс-форма для бытовых приборов, которая используется для производства пластиковых деталей и компонентов для бытовых электроприборов. пресс-формы для бытовой техники обычно включают пресс-форму для внутренних пластиковых деталей и внешний пластиковый корпус или корпус .. для внутренних деталей, точность размеров является наиболее важной, и обычно не предъявляется особых требований к внешнему виду,, если это не влияет на сборку изделий. для внешних пластиковых корпусов или корпусов, внешний вид и размер важны,, но исключением является то, что некоторые корпуса или корпуса будут подвергаться вторичной обработке,, такой как покраска,, покрытие и т. д.., так что внешний корпус, отлитый под давлением, обычно не требуется тщательно полировать,, только некоторые определенные области, которые влияют на последующий процесс, полируются до блеска. как обеспечить точность пластиковых деталей? в первую очередь, для обеспечения точности размеров стали пресс-формы. при намотке, все размеры в пресс-формах находятся в пределах допусков, измеренных CMM zaiss до того, как пресс-формы будут доставлены нашим клиентам. у нас есть хорошие дизайнеры с более чем 15-летним опытом ,, предоставляющие хорошие решения и профессиональную техническую поддержку . когда мы проектируем пресс-форму для литья пластмасс под давлением для бытовой техники ,, мы должны выбирать сталь для пресс-формы, сочетая общий жизненный цикл и пластиковую смолу. детали. максимально использовать вставки для важных размеров или областей особой конструкции и некоторых хрупких ребер,, поскольку вставки могут быть заменены и удо
пожалуйста, прочитайте, оставайтесь в курсе, подпишитесь, и мы приглашаем вас рассказать нам, что вы думаете.







 сеть ipv6 поддерживается
сеть ipv6 поддерживается
 Интернет Сервис
Интернет Сервиссканировать в wechat :

 русский
русский English
English français
français Deutsch
Deutsch italiano
italiano español
español português
português 日本語
日本語 Türkçe
Türkçe 中文
中文